
مقدمه:
از آنجا که روشهاي ذوب در هر کارخانهاي متفاوت است، درنتیجه عملکرد بوته با توجه با شرایط بهره برداري می تواند بسیار گسترده و متفاوت باشد. براي افزایش طول عمر بوته ریختهگري احتیاجی نیست تا کیفیت ذوب و یا راندمان تولید را قربانی کرد، بلکه میتوان موارد زیادي را در هنگام استفاده از بوته رعایت کرد که منجر به افزایش طول عمر بوته می گردد.
این راهنما به منظور طولانی کردن عمر بوته و حداکثر کردن راندمان تولید و در نتیجه کاهش هزینه ها براي ریخته گران تالیف شده است.
تمامی اطلاعات با استفاده از تجربیات گسترده این شرکت در صنعت ریخته گري گردآوري شده است که شامل توصیه هایی از چگونگی انبار تا دلایل شکستن بوته ها است.
ت قبل از شارژ شدن فلز تا دماي حدودا 1475 پیش گرم شوند. نحوه پیش گرم به این ترتیب است که حرارت دهی در ابتدا با دماي 100 الی 150 درجه جهت حذف رطوبتهاي احتمالی به مدت 15 دقیقه شروع شود . سپس افزایش دما به 300 الی 400 درجه به مدت 15 دقیقه و در نهایت افزایش حرارت به 800 الی 900 درجه حرارت دهی تا هنگامی که بوته ریخته گری به رنگ قرمز روشن گردد ادامه پیدا می کند و در انتها پس از خاموش کردن مشعل باید ورودي مشعل، خروجی دودکش و روي کوره پوشانده شود و به مدت حداقل 12 ساعت در همین وضعیت نگهداري گردد و پس از سرد شدن کامل کوره بوته آماده استفاده است.
شارژ فلز:
به محض اینکه بوته پیش گرم شد باید سریعا بوته را بافلز مورد نظر شارژ کرد و فرآیند ذوب را شروع کرد. جهت شارژ بوته باید ابتدا قطعات فلزي که سبکتر هستند را به صورت عمودي در مرکز و کف بوته قرار داد تا بالشتک مانندي ایجاد شود تا از آسیب ناشی از برخورد قطعات فلز به بوته جلوگیري گردد. تمامی قطعات و شمشهاي فلزي باید به صورت عمودي درون بوته قرار داده شوند و هرگز به صورت افقی یا مورب قرار داده نشوند. هرگز نباید شمشها را به صورت متراکم درون بوته قرار داد تا فضاي کافی بین شمشها و همچنین بین شمشها و بوته جهت انبساط فلز فراهم باشد. هنگامی که عملیات ذوب پایان یافت، بوته حتما باید به صورت کامل پیش از ذوب بعدي تمیز شود.
انبرها:
همواره از مناسب بودن انبرها و توانایی آنها براي حمل و جابهجایی بوتهاي که حاوي مذاب است اطمینان حاصل کرد.
شوك حرارتی:
شوك حرارتی زمانی اتفاق میافتد که بوته بصورت ناهمگن حرارت داده شود واین شوك منجر به ایجاد فشار و استرس بر ساختار بوته میگردد. براي جلوگیري از شوك حرارتی باید نسبت به حرارت دادن بوته به صورت همگن و جهت شعله اطمینان حاصل کرد و همچنین پیش از شروع ذوب نسبت به فرآیند پیش گرم درست بوته تا هنگامی که رنگ بدنه بوته به رنگ قرمز روشن میرسد مطمئن شد.
حمله شیمیایی:
فلاکسها و عوامل شیمیایی که حین ذوب به مذاب اضافه میشوند به راحتی سبب فرسایش شیمیایی بوته میگردند. بنابراین باید کمترین مقدار ممکن از فلاکس و عامل شیمیایی مورد نظر را در اواخر ذوب به مذاب اضافه کرد تا کیفیت مذاب نهایی حفظ شود.فلاکسهایی که جهت افزایش خلوص مذاب استفاده میشوند معمولا بسیار واکنشپذیر هستند و جذب دیواره بوته میشوند و باعث باد کردن و ترك برداشتن دیواره میشوند.اگر دما بیش از حد مورد نیاز ذوب باشد سبب میشود که این فرسایش و تخریب با سرعت بیشتري در سطح خارجی بوته نمایان گردد. فلاکسهایی که جهت تمیز کردن بوته قبل از شارژ فلز و شروع ذوب به بوته اضافه میشوند نیز سبب فرسایش داخلی در کف و دیوارههاي پایینی بوته میگردند.
اکسیداسیون:
اکسید شدن و یا سوختن ترکیبات کربنی داخل بوته است. نباید بالاي بوته را بیش از حد عایق نمود « تخریب با اکسیداسیون » و همچنین باید اطمینان حاصل کرد که شعله خوب میسوزد و شرایط احتراق مناسبی دارد.
انبار کردن:
بوته هاباید در محیط گرم و خشک و بر روي پالت نگه داري شوند و همچنین باید تخته جداکنندهاي بین بوتهها قرار داد.
جابجایی:
همیشه براي حمل بوته هاي سنگین از ابزار مکانیکی کمک بگیرید.بوتههاي کوچک را میتوان با واگنهاي دستی جابجا کرد.اگر از لیفتراكهاي چنگک دار استفاده میشود، مطمئن شوید که پوشش چنگکها از مواد مناسبی است تا از آسیب زدن به بوته جلوگیري و محافظت به عمل آید.
نصب و جایگذاري:
موارد کلی
جهت نصب و جایگذاري بوتهها در کوره باید از زیر بوتهاي هم جنس و با ویژگیهاي حرارتی مشابه با بوته استفاده نمود. ابعاد زیربوته باید به گونهاي باشد که تمامی کف بوته را پوشش دهدو بوته دقیقا در مرکز زیر بوته قرار گیرد. بوته و زیربوته نیز باید دقیقا در مرکز کوره جایگذاري شوند.
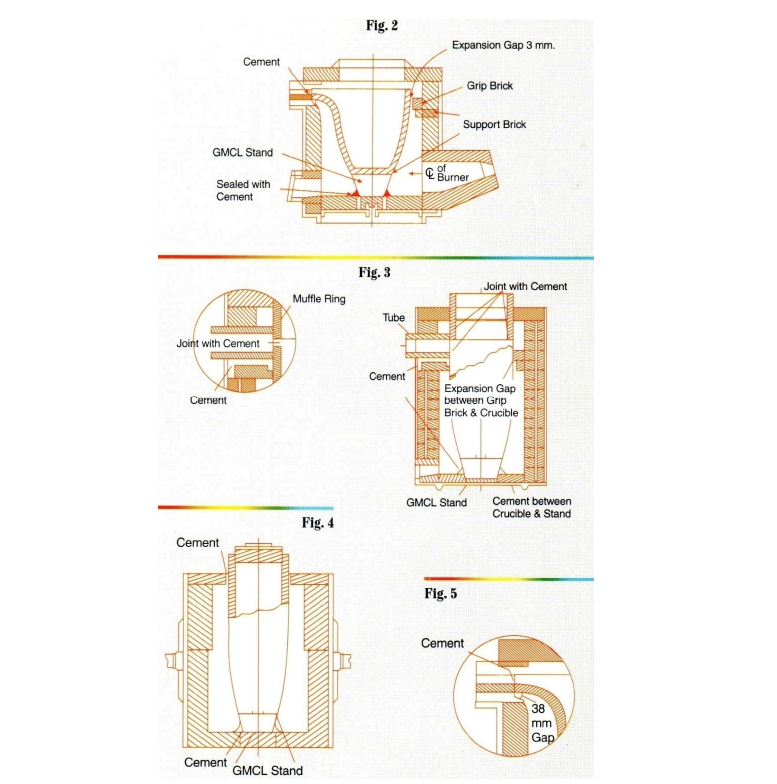
کورههاي بوتهاي ثابت (زمینی)
- بین آجر و بوته باید یک فاصله 3 میلیمتري دور تا دور بوته باشد تا فضاي کافی براي انبساط بوته موجود باشد. فاصله کمت منجر به شکستن بخش فوقانی بوته میگردد.
- یک لایه از مواد عایق، همانند فیبر سرامیکی به عنوان پوشش بر روي لبه بالایی بوته قرار میگیرد تا از فرار حرارت از سطح بالایی کوره جلوگیري کند. از فشار دادن و قرار دادن این لایه بین آجر پوششی و بوته پرهیز کنید.
- اگر صفحه فلزی که بر روي کوره قرار میگیرد کاملا اندازه است، مطمئن شوید که یه فاصله 12 میلیمتري بین آن و بخش درونی بوته باقی میماند تا به بوته اجازه انبساط داده شود. در صورتی که فاصله کمتر از این باشد باعث تركهایی در بخش فوقانی بوته میگردد.

کورههاي بوته اي دوار (چرخان)
شرایطی باید فراهم شود تا بوته هنگام چرخیدن کوره براي تخلیه مذاب در جاي خودش ثابت باشد. از آجرهاي نگهدارنده براي نگهداشتن بوته در مرکز کوره استفاده میشود. اولین آجر نگهدارنده باید در پشت کوره درست در مقابل لوچه (قسمت تخلیه مذاب) قرار بگیرد و دوتا آجر دیگر در جلوي کوره با زاویه تقریبی 120 درجه نسبت به آجري که در پشت کوره قرار دارد یک فاصله در حدود 5 میلیمتر باید بین آجر و بوته قرار بگیرد تا فضاي کافی براي انبساط بوته موجود باشد.
قسمت فوقانی بوته نیازي به آجرهاي نگهدارنده نمیباشد به این دلیل که پوشش فوقانی کوره، بوته را دقیقا در مرکز نگه میدارد. موارد زیر مورد دقت قرار گیرند:
1- زیربوت هاي مناسب در کف کوره قرار داده شود و اطمینان حاصل گردد که دقیقا در جاي خود محکم و تثبت شده و درمرکز کوره قرار دارد همچنین تراز بودن زیر بوتهاي نیز بررسی شود.
2- سیمان بر روي زیربوته به طور یکنواخت پخش شود.
3-بوته دقیقا در مرکز زیربوته قرار داده شود.
4-آجرهای نگهدارنده با سیمان بر روي آجرهایی که بر زیر آنها قرار گرفته اند تثبیت شوند. یک فاصله 5 میلیمتري بین بوته و آجرهاي نگهدارنده رعایت شود.
5- آجرهاي نگهدارنده 75 میلیمتر پایینتر از لبه بالایی بوته جانمایی شوند.
6- یک فاصله 40 میلیمتري زیر لوچه رعایت شود.













{kind=link}